COIl manufacturing
Ridgway Machines manufactures a full range of Coil Manufacturing Equipment, including Rotor Winders, Loop Winders and ancillary equipment such as Capstan Tension Units, Winding Beams and Drum Stands.
Manufactured to high specifications and incorporate the latest safety features and fully programmable operator control.
Ridgway Machines also manufactures a range of Coil Pull-Out Machines.
Ridgway W-LAP Loop Winding Machine
with automatic pin positioning and active drum tensioning
Designed for the precision winding of looped coil
Technical Specification
Loop Winder
Maximum torque
Up to 8500 Nm
Speed range
0 to 25 rpm
Fully programmable operator HMI
Winding Beam
Maximum loop length
Up to 4.5 metres
Servo controlled winding pin positioning
Quick Release Tooling
‘D’ Tooling for Trapezoidal shaped coils
Pay Off Drum Stand
Drum shaft diameter
Ø 32mm
Maximum number of drums
Up to 26
Maximum drum diameter
Ø 800mm
Maximum drum width
300mm
Maximum drum weight
150kg

![]() Improved Quality
Improved Quality
![]() Programmable winding pin positioning
Programmable winding pin positioning
![]() Servo motor drives
Servo motor drives
![]() Anti runback
Anti runback
![]() Quick release tooling
Quick release tooling
![]() Conductor active tensioning
Conductor active tensioning
![]() Operator HMI Control
Operator HMI Control
Other functions include the ability to set and count the number of turns per coil and the quantity of coils per set.
Coil winding details can also be stored within the control system for future use.
![]() Cost effective solution
Cost effective solution
Technical Specification
Heavy Duty Loop Winder
Maximum torque
Up to 8500 Nm
Speed range
0 to 20 rpm
Fully Programmable and full auto control or manual mode available
Heavy Duty Winding Beam
Maximum & Minimum loop length
500 – 4,500mm
Servo controlled pin positioning
Auto Quick Release at end of winding
‘Squirrel’ Tape Turner & Support Gantry
STT Rotation Taping Speed
up to 200rpm
STT Linear Speed
6m per minute maximum
Number of Tape Pads
1 to 3
Maximum Tape Pad Diameter
180mm
Maximum Conductor Stack
30 x 30 mm
Ridgway W-LAP Heavy Duty – Loop Line
with in-line turn taper
Designed for the precision winding of large looped coils

Programmable Operator Interface and Control System for:
![]() Loop Recipe and Selection
Loop Recipe and Selection
- Required number of turns
- Winder maximum rotational speed
- Conductor clamping
- Pin position setting
- Mode: Manual Loop, Auto Loop, Auto with Tape
![]() Taping Parameters Recipe
Taping Parameters Recipe
- Auto calculation & display of amount of tape required per coil loop
- Scaling of Turn Taper linear and rotation maximum speeds
- Amount of conductor used per coil loop
- Tape break detection
- Tape remaining calculation
- Calculation of pitch setting and tape pad angles
- Auto lead tape length at end of process
![]() Servo drive and position control of Turn Taper Gantry
Servo drive and position control of Turn Taper Gantry

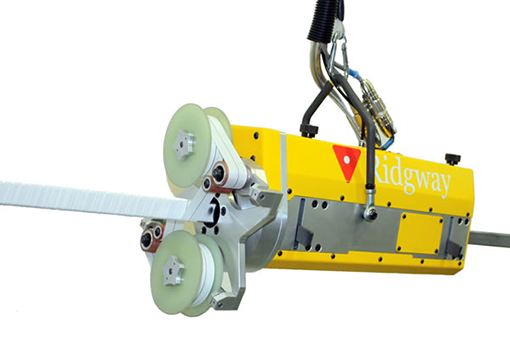
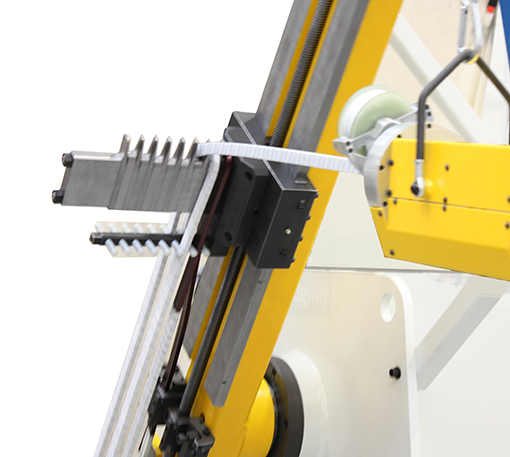
Ridgway Squirrel Turn Taping Machine
Designed for the efficient taping together of multiple conductors as they pass
between the gathering box and loop winding beam during the loop winding process.
For a versatile and cost effective solution, the STT Squirrel turn taping machine offers a simple solution to dramatically reduce the overall coil manufacturing time.
By introducing the STT between the gathering box and loop winding machine, groups of conductors can be quickly and accurately taped together with minimal disruption to the winding process.
![]() Freely suspended
Freely suspended
![]() Variable lap
Variable lap
![]() Servo drives
Servo drives
![]() Gantry sizes
Gantry sizes
![]() Traction control
Traction control
![]() Twin tape applicators
Twin tape applicators
![]() Tape tension
Tape tension
![]() Operator control pedestal
Operator control pedestal
Technical Specification
Rotational speed
200rpm
Linear speed
Max: 6m/min
Tape pad diameter
Max: Ø100mm (24”)
Tape width
20mm and 25mm
Tape spool core
Ø10mm bore
Ø25mm bore
Tape tension
Max: 1kg (2.2lbs) for glass taping
Max: 5Kg (11lbs) for mica taping
Conductor stack size
Max: 25mm wide x 25mm high
More machines in our coil manufacturing and winding range
Ridgway W-LMP Loop Winding Machine
Designed to offer a comprehensive range of modern, easy to use, accurate loop winding machines

For a versatile and cost effective solution to suit your loop winding requirements.
Sturdy construction, free standing control panel and digital turns counter are key features of our loop winding solutions.
The loop winding machine offers quick and accurate set up, vector motor drive, anti runback and easy to operate control panel.
Technical Specification
Up to 8500 Nm
Speed range
0 to 25 rpm
Bi-directional
Maximum loop length
Up to 4.5 metres
Pin diameter
Min. Ø 15mm – Max. Ø 80mm
Quick Release Tooling
‘D’ Tooling for Trapezoidal shaped coils
Quick release winding pins
Drum shaft diameter
Ø 32mm
Maximum number of drums
Up to 26
Maximum drum diameter
Ø 800mm
Maximum drum width
300mm
Maximum drum weight
150kg
Ridgway W-MAW Loop Winding Machine
Designed for the automated production of complex coils, from on edge field coils to wind turbine stator coils.

Improve production effectiveness by utilizing the Ridgway W-MAW.
Incorporating a programmable multi-axis winding machine with active drum tensioning and conductor guidance systems, the equipment ensures fast, consistent and high quality production of complex shaped stator coils.
Automatic winding without the need for operator intervention.
Technical Specification
Loop Winder
Maximum torque
Up to 9000 Nm
Speed range
0 to 10 rpm
Fully programmable
Winding Beam
Maximum length
Up to 2.5 metres
Servo controlled beam positioning
Servo controlled tool rotation
Ridgway W-RHD Rotor Winding Machine
Designed for bi-directional, indexed winding of rotor pole coils
Technical Specification
Up to 10000 Nm
Speed range
0 to 10 rpm
Maximum rotor weight
W-RHD5000 – up to 5000kg
W-RHD10000 – up to 10000kg
Faceplate centre height
1300mm (other heights available)
Ridgway Capstan Tension Unit
Variable tension control
Adjustable guide rollers
Pneumatic brake override

![]() Geared servo drive system
Geared servo drive system
![]() Pneumatic holding brake
Pneumatic holding brake
![]() Operator controls
Operator controls
![]() Drum stands
Drum stands
![]() Indexing
Indexing
![]() Tooling and fixtures
Tooling and fixtures
Coil Pull-Out Machines
Ridgway Machines manufactures a range of Coil Pull-Out and Coil Forming Machines.
Manufactured to high specifications and incorporate the latest safety features and fully programmable operator control.
POM-STD Coil Pull-Out Machine
POM5000 Coil Pull-Out Machine
POM-WPB Wind & Pull-Out Beam
POM-CC Continuous Coil Forming Machine
Technical Specification
Coil stack height
Dependent on tooling
Coil stack width
Dependent on tooling
Slot length
Max: 4064mm
Min: 115mm
Overall loop length (eye to eye)
Max: 5300mm
Min: 875mm
Angle between coil sides
Max: 120° (included)
Min: 0°

Offering a cost effective and versatile solution, the machines are fully adjustable and simple to operate.
Technical Specification
Coil stack height
Max: 85mm
Min: 12mm
Coil stack width
Max: 40mm
Min: 6mm
Length of cell (coil straight)
Max: 4128mm
Min: 440mm
Overall loop length (eye to eye)
Max: 5000mm
Min: 950mm – using extensions
Nose bend radii
25mm, 35mm, 50mm, 75mm
Core bend radii
25mm, 35mm, 50mm, 75mm
Coil nose pin diameter
Max: 63mm
Min: 20mm
Angle between coil sides
Max: 130°
Min: 20°
Coil spread
Max: 1200mm
Min: 400mm
Nose twist angle
Max: ± 30°
Min: 0°

The machine has the power to shape coils of the largest cross section and the flexibility to be adapted for different bend radius at the nose and in the core bend region.
Technical Specification
Coil stack height
Max: 50mm
Min: 10mm
Coil stack width
Max: 17mm
Min: 5mm
Length of cell (coil straight)
Max: 1520mm
Min: 440mm
Overall loop length (eye to eye)
Max: 2300mm
Min: 756mm
Winder
Maximum torque
Up to 5000 Nm
Speed range
0 to 20 rpm
Bi-directional

The POM-WPB enables phase groups of single and multi-turn coils to be loop wound and pulled-out in one operation.
Technical Specification
Coil stack height
Dependent on tooling
Coil stack width
Dependent on tooling
Length of cell (coil straight)
Max: 1000mm
Min: 380mm
Overall loop length (eye to eye)
Max: 2000mm
Min: 875mm
Angle between coil sides
Max: 120° (included)
Min: 0°
Coil spread
Max: 900mm
Min: 150mm

Enabling the fast and effective winding of stators, this turn-key production solution dramatically reduces the number of winding connections required. Simple to operate, production efficiencies of 50% can easily be achieved.
Technical Specification
Heating Temperature
Typically 165 degC
Compaction Force
10 Tonnes max from each pair of 15 hydraulic rams as standard
Coil Size Capacity
Width 360mm max/50mm min
Height 250mm max
Length 3810mm max
Hydraulic System
Powered by an air multiplier system
Preset to pneumatic pressure x 100
Heating Circuit
Up to 30 internal heater platens using Electrical elements and thermocouples
Cooling Circuit
2 bar initial air blast to heater bars
Chilled water sent to heater bars
Final air blast to remove all water
Operator Controls
Separate cabinet with touch screen
HMI display for full process control
Air Supply
5.5 bar maximum, clean dry air
Power Supply
440 volts 3 phase 50 hertz typical
Noise Exposure
Less than 75 Db(A)
CE Compliant
The HCP Hot Coil Compaction Press is designed to heat and consolidate straight loop stator coils, each machine tailored to the customer’s specific needs.
The HCP incorporates a set of hydraulic rams built into hinged arm assemblies across the top length and rear face of the working envelope, with independent hydraulic circuits. Each ram can deliver 10 tonnes of force and the number of rams can be selected to suit specific coil lengths.
Coil heating is achieved using a set of electrically heated platens (heater bars) at the front and rear sides of the machine. Each platen is independently operated/controlled from a freestanding HMI cabinet.
After pressure is applied, the platen temperature is raised to a set point and held for a period of time (soak time). The platens are then cooled with an air blast followed by recyclable cooling water prior to hydraulic ram release and unloading of the coils.
![]() Precision Coil Forming
Precision Coil Forming
The HCP Hot Coil Compaction Press is designed and assembled by experienced Ridgway engineers using high quality, robust components. This ensures that a uniform and precision compaction process is reliably achieved for a wide range of coil consolidation requirements and long term operational life.
![]() Full HMI Process Control
Full HMI Process Control
Full HMI operator control is provided from a freestanding cabinet. This covers the entire compaction process from hydraulic, air and temperature control to cooling and power consumption for each of the control zones within the machine, including fault diagnosis.
Hot Coil Compaction Press
Designed to heat and consolidate straight loop stator coils

